Губин М. М., к. т. н.
Лекарственная форма – спрей является одной из наиболее перспективных и современных способов введения лекарственных препаратов (ЛП) в организм человека. Преимуществом воздушно-капельного способа доставки лекарств (ингаляции) в сравнении с инъекционными и энтеральными способами является возможность непосредственного и быстрого воздействия на зону воспаления слизистых оболочек или, при мелкодисперсном испарении – в бронхи и лёгкие.
О преимуществах лекарственной формы спрей говорит тот факт, что почти 50% телевизионной рекламы, особенно весной и осенью, занимают спреи. Необходимо отметить, что фирма «ВИПС-МЕД» фактически является одним из основоположников производства спреев. Так, фирмой впервые в России из аэрозольной формы в спрей были переведены такие популярные ЛП, как Ингалипт и Каметон. Кроме того, фирмой активно производится в форме спрея хорошо зарекомендовавшие себя препараты: Ксилометазолин, Ксилометазолин (эвкалиптовый), Аква-Риносоль.
Фирмой «ВИПС-МЕД» впервые в России разработаны технология и оборудование для производства спреев.
Технология производства спреев может быть организована как на основе автоматического оборудования, так и на базе полуавтоматического оборудования для мелкосерийного производства. Нашим предприятием реализованы обе технологические схемы. На рисунке 1 приведена схема производства спреев с использованием полуавтоматического оборудования:

Рис. 1. Схема изготовления спреев с использованием полуавтоматического оборудования.
Производство лекарственного препарата в форме спрея начинается с водоподготовки. На начальном этапе производится предварительная очистка воды с использованием различных механических фильтров. Следующий этап – очистка воды на установке двойного обратного осмоса. После этого очищенная вода собирается в емкости для хранения с подогревом и циркуляцией, а из этих емкостей поступает в реактор для приготовления растворов, в парогенератор и в моечную установку. Обработка стеклянных флаконов производится следующим образом: флаконы ставятся на загрузочный стол, откуда по транспортеру поступают в моечную установку, схема которой приведена на рисунке 2:
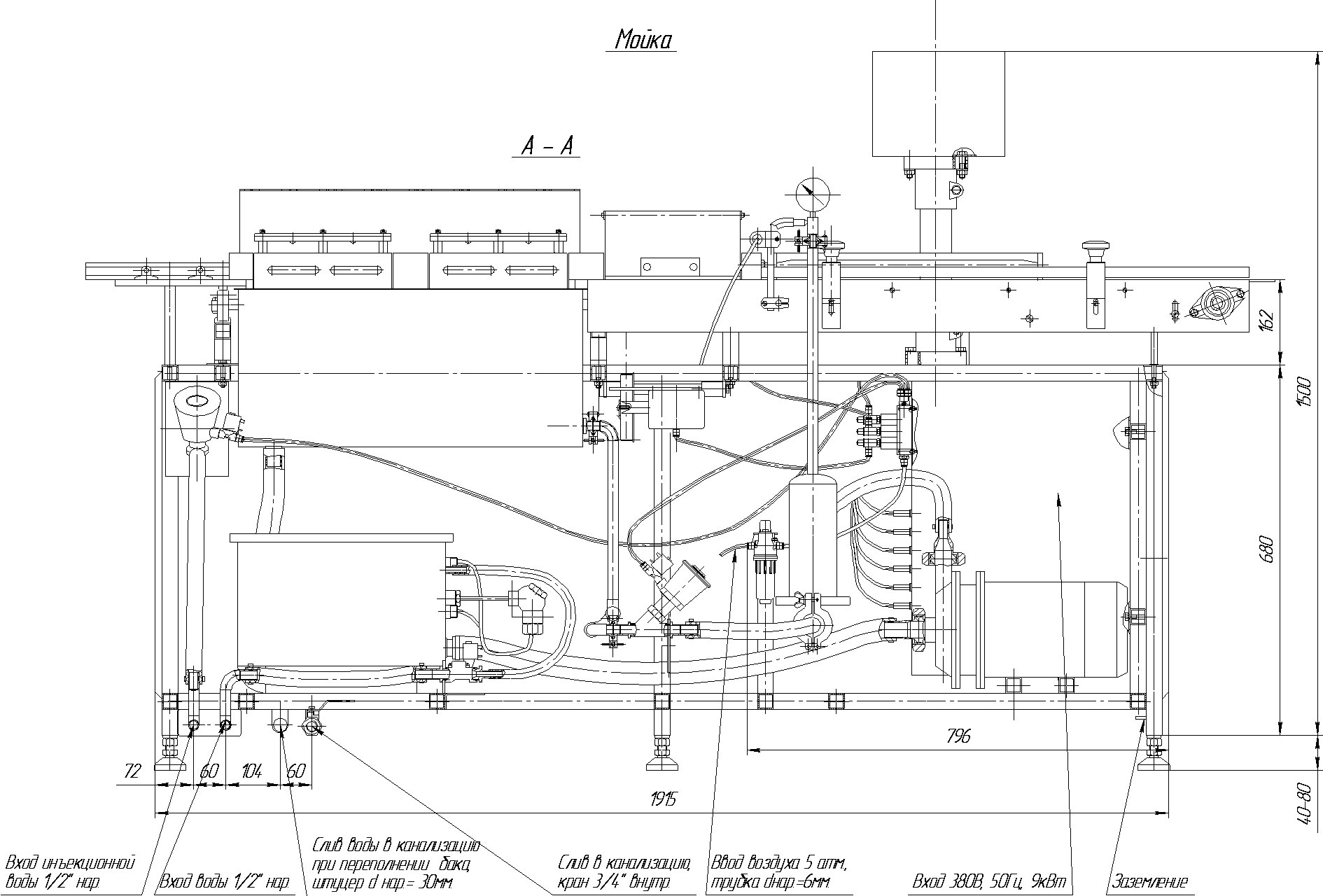
Рис. 2. Схема моечной установки – вид спереди
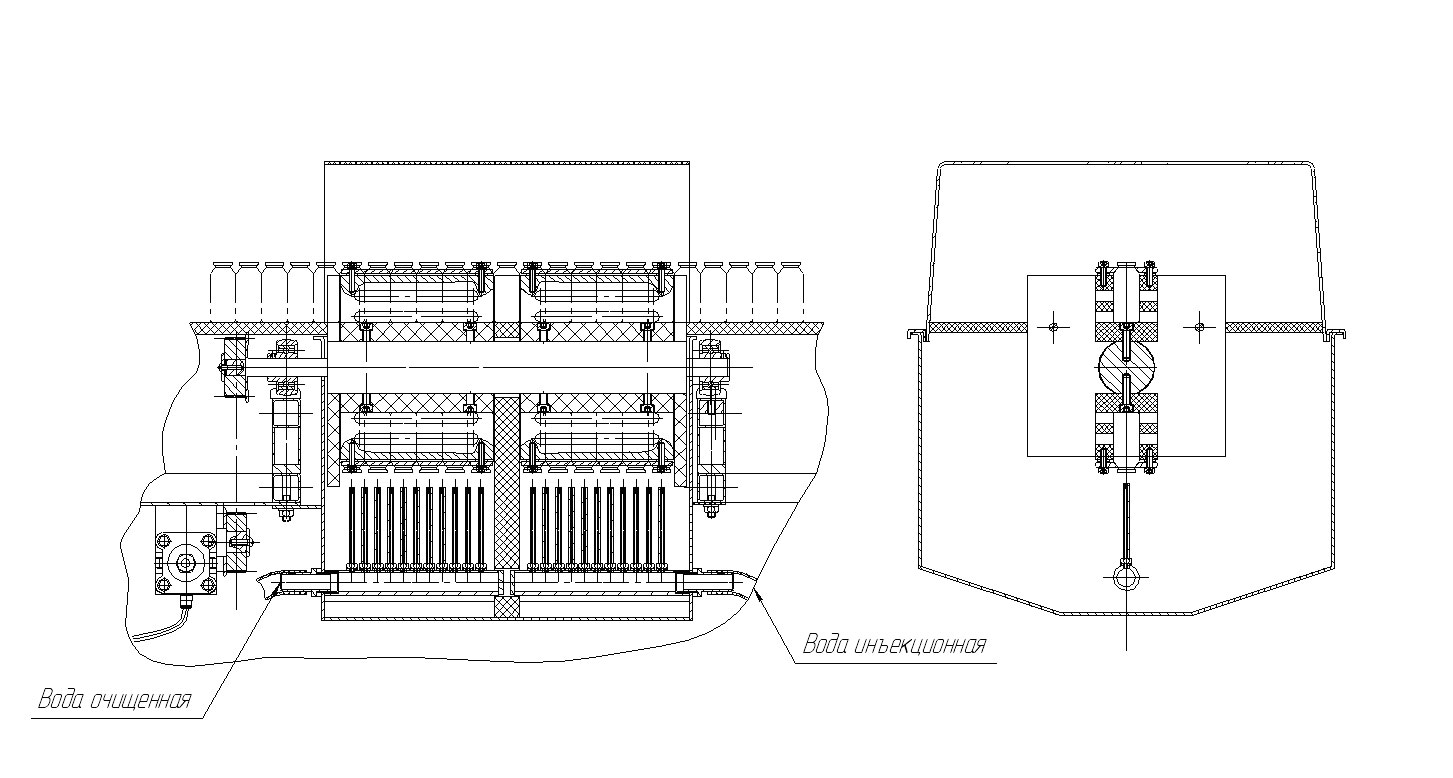
Рис. 3. Схема переворотного устройства и моющих форсунок
Автоматическая моечная установка разделена на две секции. В первой секции производится поворот флаконов горловиной вниз и их струйная обработка водой очищенной как с внешней, так и с внутренней стороны. Затем обработанные флаконы перемещаются во вторую секцию, где производится их обработка водой для инъекций. После мойки флаконы подаются на поворотный стол и затем по конвейеру в сухожарый стерилизатор проходного типа, где подвергаются термической обработке. Максимальная температура нагрева задается в пределах 280°С ± 10°С, время обработки при этой температуре составляет 5 мин. Далее флаконы поступают в зону охлаждения, где под воздействием очищенного воздушного потока охлаждаются до температуры 30°С. В зоне охлаждения воздушным потоком, пропущенным через HEPA фильтры 14 класса создается избыточное давление. Далее подготовленные флаконы собираются в специальные кассеты и поступают на розлив с использованием кассетного розлива УКР (производства фирмы ВИПС-МЕД). Эта установка была разработана нашим предприятием с обеспечением объемного дозирования и розлива жидкости гравитационным способом. Внешний вид УКР представлен на рисунке 4:
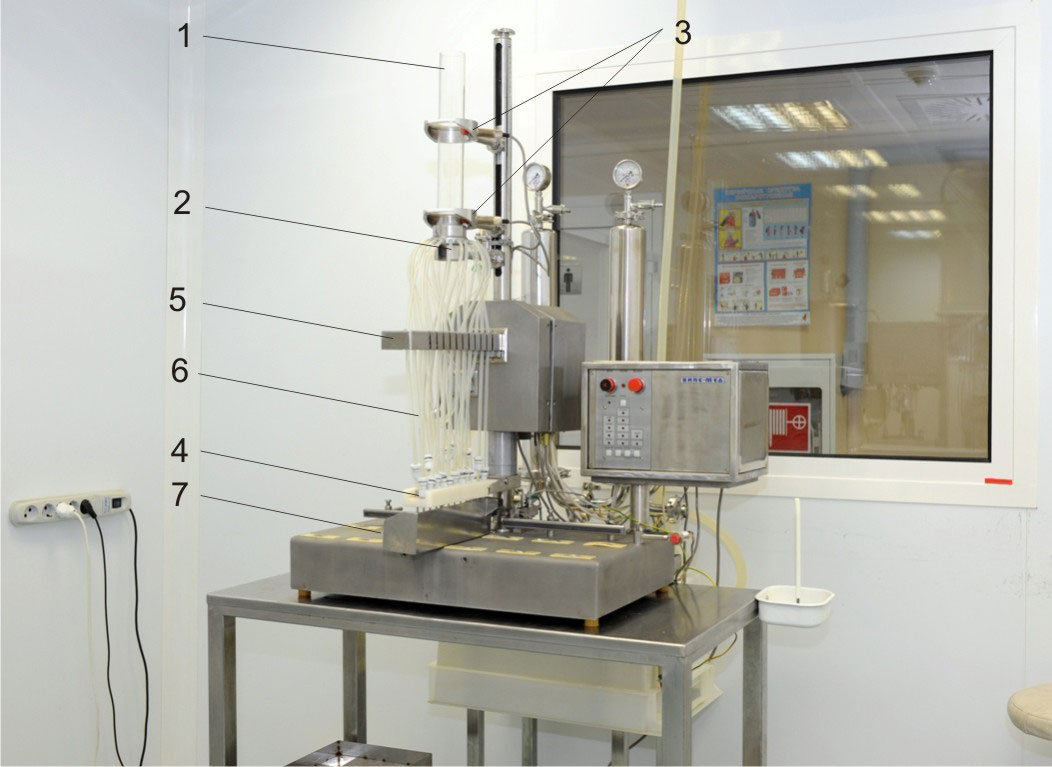
Рис. 4. Установка кассетного розлива
Используемая установка для производства спреев обеспечивает достаточно высокую производительность до 6 тыс. флаконов в час. Кроме того, точность дозирования также достаточно высока и составляет ± 2,5%. Установка универсальна и позволяет дозировать различные типы лекарственных сред, в частности, жидкости с активным ионообразованием. Это биологические препараты, основной особенностью которых является активное пенообразование при принудительной подаче жидкости. Розлив этих препаратов должен происходить медленно, самотеком, обеспечивающим ламинарное движение потока жидкости. Для розлива такого типа нашим предприятием была разработана компактная установка кассетного розлива (рис. 1.28). Зависимость производительности данной установки от дозы жидкости представлена на рисунке 5:

Рис. 5. Зависимость производительности установки от дозы жидкости
Реальная производительность с учетом технологических перерывов в производстве для 10-миллиметровых пенициллиновых флаконов может быть обеспечена на уровне 6 – 7 тыс. шт./час.
Принцип работы установки кассетного розлива (УКР) заключается в следующем: Жидкость поступает в цилиндр 1, в котором размещен поплавок 2, и снаружи цилиндра – верхний и нижний ограничители доз 3. При наполнении цилиндра поплавок поднимается вместе с уровнем жидкости, при достижении верхнего ограничителя дозы поступление жидкости в цилиндр прекращается. Затем кассета автоматически перемещается в первое положение, форсунки 4 опускаются внутрь флаконов, открываются клапаны 5 и жидкость по силиконовым шлангам 6 заполняет флаконы 7. Затем весь цикл повторяется автоматически до полного заполнения всех флаконов, находящихся в кассете. Установка и снятие кассет производится вручную.
После проведения розлива субстанции на установке кассетного розлива флаконы с субстанцией поступают на транспортер и на транспортере в чистой зоне под ламинаром оператором производится установка микродозаторов. Далее флаконы с установленными микродозаторами поступают на укупорку, которая производится с использованием полуавтомата ПЗР-М аптечного. После укупорки флаконы по транспортеру выводятся из чистой зоны в зону упаковки (помещение класса D), где с помощью автоматической линии производится наклейка на флаконы самоклеющихся этикеток с нанесением на этикетки серии и срока годности лекарственного препарата. Далее на картонажной машине флаконы упаковываются в картонную коробку вместе с инструкцией по использованию. В заключение формируются групповые упаковки и транспортные упаковки (гофрокороб).
Как уже упоминалось ранее, нашим предприятием были разработаны две линейки оборудования на основе полуавтоматического и автоматического оборудования. Основой автоматической линейки оборудования служит автомат по розливу, одеванию микродозатора и укупорки флакона с микродозатором. При этом оборудование для подготовки флаконов, т.е. их мойки и стерилизации, как в первой линейке, так и во второй, остается неизменным. Подготовка флаконов производится в автоматическом режиме. Автомат по розливу и укупорке спреев приведен на рисунке 6:
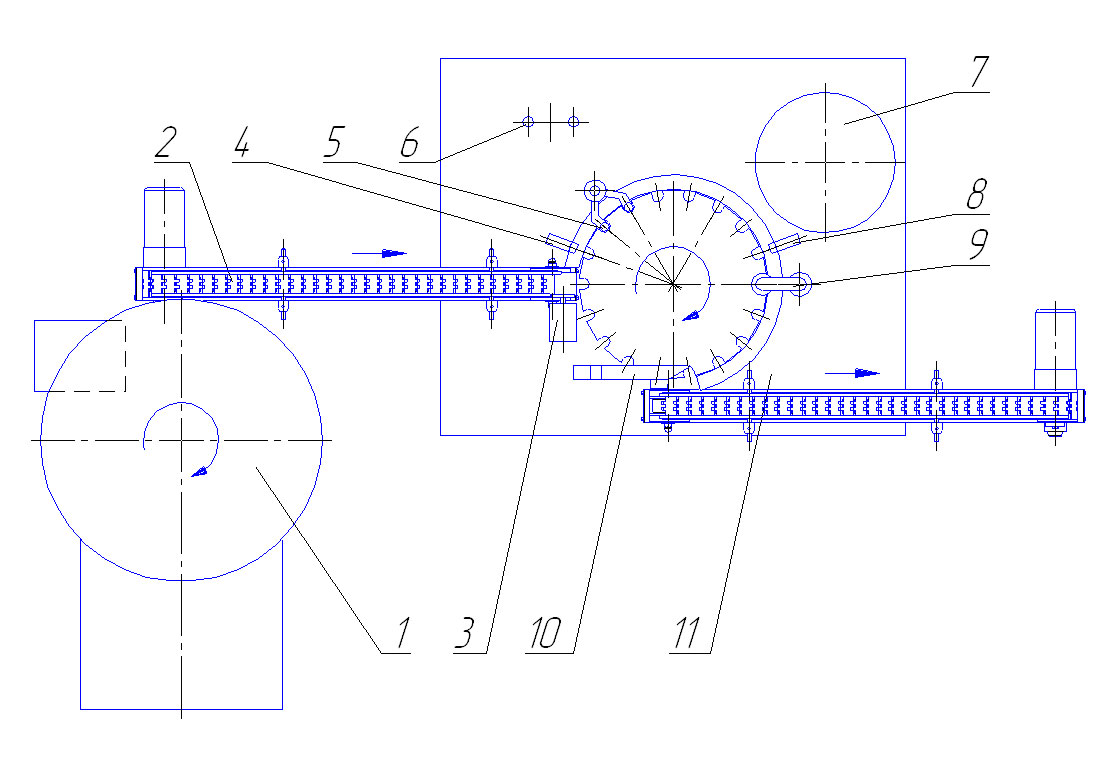
Рис. 6. Автомат по розливу и укупорке спреев
- Поворотный стол.
- Конвейер.
- Блокирующее устройство для флаконов.
- Датчик наличия флаконов.
- Блок форсунок.
- Дозирующее устройство.
- Вибробункер для крышек.
- Датчик одевания крышек.
- Закаточный узел.
- Отсекатель.
- Конвейер готовой продукции.
Автомат работает следующим образом: флаконы после стерилизации подаются на поворотный стол 1, далее с поворотного стола на конвейер 2. В случае сбоя на конвейере предусмотрено блокирующее устройство 3. С конвейера флаконы попадают на вращающееся устройство позиционирования, контроль наличия флаконов на устройстве позиционирования производится датчиком 4. Далее флаконы перемещаются к блоку форсунок 5, где с помощью дозирующего устройства 6 производится розлив субстанции во флаконы. Затем по вибробункеру 7 производится подача микродозаторов к флаконам. Далее производится одевание микродозаторов посредством манипулятора. Контроль качества одевания крышек выполняется датчиком 8. После этого производится закатка микродозатора закаточным узлом 9. После закатки флаконы поступают на отсекатель 10, который устанавливает их на конвейер готовой продукции 11.
Необходимо отметить, что автомат по розливу и укупорке спреев размещен в «чистой зоне» под ламинаром, который обеспечивает чистоту класса А или В, в зависимости от типа производимого препарата. В дальнейшем готовые флаконы выводятся по транспортеру в зону (D) упаковки, где производится наклейка этикеток и упаковка в картонную тару.
Для обеспечения мобильности и возможности одновременного производства нескольких препаратов в цехе спреев были реализованы две технологические линейки, которые обеспечивают возможность мелкосерийного и опытно-промышленного выпуска препаратов в форме спрея. Кроме того, в этом же цехе реализована полностью автоматизированная технологическая линия, позволяющая обеспечить производство крупных серий препаратов и в больших объемах. Такое исполнение аппаратурного оформления имеет очевидные преимущества. В данной ситуации можно одновременно можно производить довольно значительные серии лекарственных препаратов в форме спрея (на автоматической линии), при этом обеспечивается стабильная воспроизводимость технологии, что является необходимым условием при производстве лекарственных препаратов в соответствии с требованиями GMP. Кроме того, параллельно возможна отработка технологий производства других типов спреев на полуавтоматическом оборудовании. Это позволяет проводить разработки новых препаратов и производить на начальном этапе относительно небольшие серии этих лекарств для их продвижения на рынок.
На рисунке 7 приведена схема размещения оборудования в цехе по производству спреев:

Рис. 7. Схема размещения оборудования в цехе по производству спреев
Перечень основного оборудования цеха по производству спреев:
- Реактор для приготовления субстанций;
- Ламинарный бокс для взвешивания сухих компонентов;
- Емкости для хранения воды очищенной и готовых субстанций;
- Установка водоподготовки
- Передаточные шлюзы
- Столы из нержавеющей стали
- Передаточные столы
- Установка мойки флаконов
- Стерилизатор проходного типа
- Сдвоенный ламинарный бокс
- Линия наполнения и укупорки микродозаторов
- Этикетировочная машина
- Стол контроля
- Картонажная машина
- Термоупаковочная машина
- Парогенератор
- Конвейерные секции
К основным помещениям цеха предъявляются определенные требования по чистоте, температуре и влажности, представленные в таблице 1:
Таблица 1. Основные помещения цеха и требования, предъявляемые к ним
| № | Наименование помещения | Тип чистой зоны | Температура, °С | Влажность, % |
|---|---|---|---|---|
| 1 | Аппаратная № 1 | D | 19 — 26 | ?60 |
| 2 | Аппаратная № 2 | D | 19 — 26 | ?60 |
| 3 | Водоподготовка | K | 19 — 26 | ?60 |
| 4 | Комната розлива и укупорки | D/C | 19 — 26 | ?60 |
| 5 | Комната для переодеваний | K | 20 — 25 | ?60 |
| 6 | Комната мойки и стерилизации флаконов | D | 19 — 26 | ?60 |
| 7 | Участок этикетировки и упаковки | K | 19 — 26 | ?60 |
| 8 | Бокс для переодевания | D | 20 — 22 | ?60 |
| 9 | Склад сырья | K/D | 19 — 26 | ?60 |
| 10 | Растарочная | K | 19 — 26 | ?60 |
| 11 | Склад № 1 | K | 19 — 26 | ?60 |
| 12 | Венткамера | — | 19 — 26 | ?60 |
| 13 | Склад № 2 | K | 19 — 26 | ?60 |
Производство препарата начинается с получения воды очищенной, для этих целей используется установка водоподготовки 4 с двойным обратным осмосом. После получения воды очищенной она через трубопроводы поступает в реактор 1 , где производится приготовление субстанции в виде эмульсии. Далее готовая субстанция по продуктопроводу поступает в емкость 3 для хранения субстанции. Одновременно с приготовлением субстанции пенициллиновые флаконы марки АБ со склада сырья поступают в растарочную комнату, затем через шлюз 5 в комнату мойки и стерилизации. Мойка флаконов производится шприцеванием в двух секциях – водой очищенной и водой для инъекций. Конструкция мойки выполнена таким образом, что обеспечивается поворот флакона на 180° горлом вниз, при этом одновременно может производиться мойка до 20-ти флаконов. Существенной особенностью конструкции мойки является формирование линейки из 10-12 флаконов, поворот которой осуществляется в первой секции и сразу начинается шприцевание как внутри, так и снаружи флакона. Далее эта линейка флаконов поступает во вторую секцию, где производится шприцевание флаконов водой для инъекций. После шприцевания флаконы с большой скоростью переворачиваются на 180°, при этом из-за значительного радиуса поворота и большой скорости происходит инерционный выброс остатков воды из флаконов. Благодаря такому технологическому решению флаконы поступают в стерилизатор практически сухими, что очень важно. Конструкция этой мойки запатентована.
Стерилизатор 9 пристыкован непосредственно к мойке. Скорости подачи флаконов в мойку и стерилизатор согласованы. Стерилизатор снабжен НЕРА-фильтрами, и на входе происходит охлаждение флаконов.
Флаконы из стерилизатора поступают в чистую зону (комната розлива и укупорки), в которой размещены ламинары 10. Под ламинарами установлена автоматическая линия розлива и укупорки, на которой производится наполнение флаконов готовой субстанцией, автоматическая установка на флаконы микродозаторов и их герметизация. Далее укупоренные флаконы по конвейеру поступают на установку этикетировки, где на них автоматически наносятся этикетки и производится печать серии, даты изготовления и срока годности. После этого флаконы поступают на стол визуального контроля 13, затем по транспортеру в картонажную машину, где они пакуются в первичную упаковку – картонную коробку, на которой также в автоматическом режиме проставляются серия, дата изготовления и срок годности. После этого производится групповая упаковка коробок в термопленку в термоусадочной машине 15. И, наконец, готовые групповые упаковки вручную укладываются в гофроящики (по 6 штук) и поступают на склад готовой продукции.
Все основное технологическое оборудование для производства спреев разработано специалистами фирмы «ВИПС-МЕД», квалификация оборудования и валидация технологических процессов также выполнены нашими сотрудниками.В соответствии с требованиями GMP квалификация оборудования и валидация проводятся в четыре этапа:
- квалификация разработки и изготовления DQ;
- квалификация установки и монтажа IQ;
- квалификация функционирования OQ;
- квалификация эксплуатации PQ.
Последовательность выполнения процедур валидации приведена на рисунке 8:
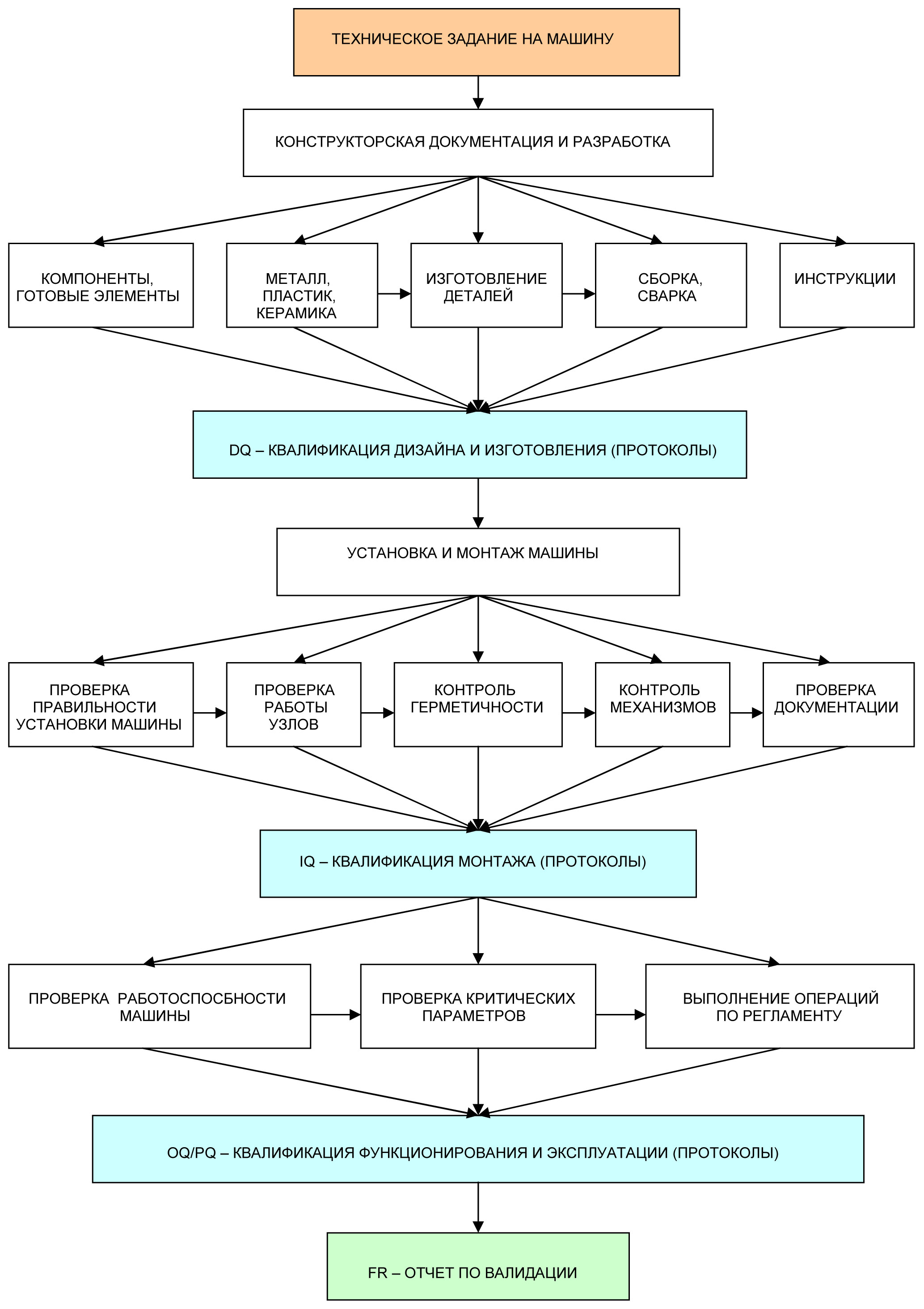
Рис. 8. Схема последовательности выполнения процедур валидации для фармацевтического процесса
На рисунке 9 представлены основные технологические участки цеха по производству спреев:

Рис. 9. Основные технологические участки цеха по производству спреев
-
Бар-ВИПС — безопасное и эффективное РКС для ЖКТПодробности
Уважаемые коллеги! После трагического происшествия в Государственном консультативно-диагностическом центре № 1 (г. Санкт-Петербург), где в результате неправомерного диагностического применения контрафактного химического реактива, содержащего растворимые смертельно ядовитые соли бария, отравились более

-
Фирма «ВИПС-МЕД» начала выпуск глазных капель ОКУМЕТИЛ®Подробности
Окуметил® капли глазные ̶ комбинированный препарат, в состав которого входят ЦИНКА СУЛЬФАТ, ДИФЕНГИДРАМИН И НАФАЗОЛИН. Окуметил® оказывает АНТИСЕПТИЧЕСКОЕ, ПРОТИВОАЛЛЕРГИЧЕСКОЕ И ПРОТИВОВОСПАЛИТЕЛЬНОЕ ДЕЙСТВИЕ. Окуметил® снимает напряжение и усталость глаз при работе
-
Контрактное производство стерильных Лекарственных препаратов во флаконах 5;10;20млПодробности
Контрактное производство стерильных глазных и назальных капель в пластиковых флаконах 5,10 и 20 мл ООО «Фирма «ВИПС-МЕД» приглашает фармацевтические компании, не имеющие достаточных собственных производственных мощностей, разместить
-
GMP: Проектируем, строим и оснащаем фармацевтические производстваПодробности
ООО «Фирма «ВИПС-МЕД» осуществляет в качестве генподрядчика проектирование, строительство, оснащение и модернизацию фармацевтических производств, чистых/стерильных помещений и инженерных сетей. Предприятием осуществлено более 50 проектов в России и странах СНГ.В настоящее